3 Demontage des Motors
Anmerkung: SW = Schlüsselweite, z.B. bedeutet 'SW 17' Schlüsselweite 17 mm.
3.1 Motor aus dem Fahrgestell ausbauen
nächster Punkt ; Index
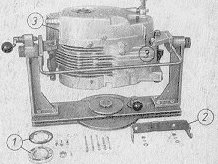
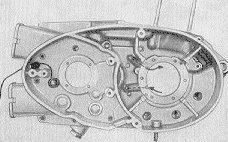
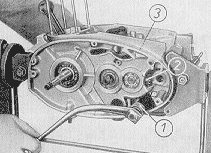
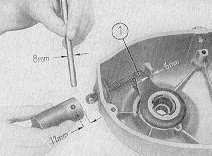
Bild 10
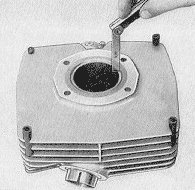
Lichtmaschinendeckel abnehmen und die vier Flachsteckanschlüsse von der Lichtmaschine abziehen. Sind deren
Kennfarben nicht mehr einwandfrei feststellbar, dann ist es - besonders für den Bastler - zweckmäßig, die
Leitungen durch Papierfähnchen zu markieren. Man spart das Durchmessen beim Zusammenbau und evtl. sogar
einen verschmorten Regler!
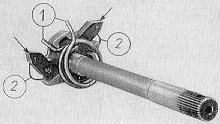
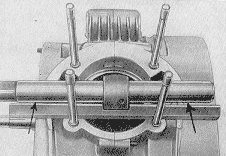
Halteschraube (1) des Ankers lösen, anschließend beide Schrauben (2) des Polgehäuses (3) entfernen. Das
Polgehäuse wird jetzt etwas vorgezogen und der Nockenträger (4) durch leichtes Kippeln gelöst - nicht
gewaltsam abdrücken!
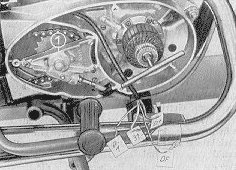
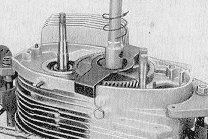
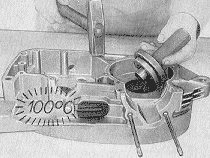
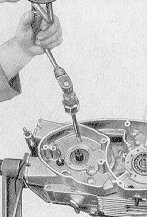
Bild 11
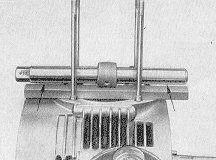
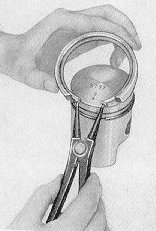
Den Anker nur mit dem Abzieher 02-MW 39-4 abnehmen. Andere Hilfsmittel, z. B. ein Klauenabzieher, verdrückt das Lamellenpaket oder beschädigt die Wicklung. Die Paßfeder (Flachkeil) abnehmen und Kettenschloß entfernen. Tachoantrieb (1) abnehmen.
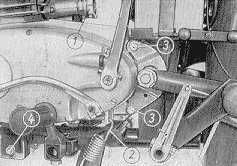
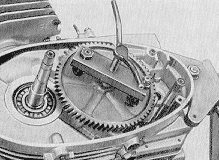
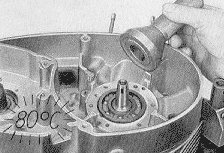
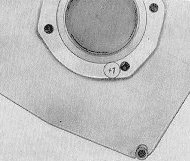
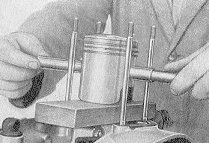
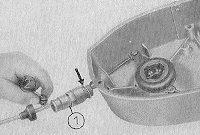
Bild 12
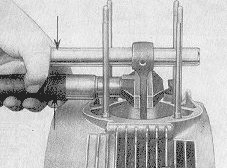
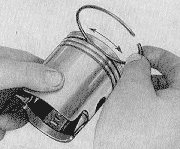
Schraube der hinteren Schalldämpfer-Haltestrebe sowie die Klemmschraube vorn am Zylindereinsatz,
anschließend die mittlere Befestigung lösen und die komplette Auspuffanlage abnehmen.
Zum Abnehmen des Vergasers die beiden Klemmschrauben am Ansaugstutzen (1) sowie den Klemmring am
Gummi-Ansaugrohr lockern.
Die Zylinderdeckelmuttern über Kreuz und etappenweise lösen - auch beim Abnehmen kann sich der Deckel
verziehen!
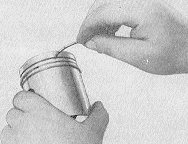
Mit Hilfe einer Drahtschlaufe die Kippständerfeder (2) aushängen, die beiden hinteren Motorhalteschrauben (3)
herausdrehen und die Muttern der vorderen Silentblöcke (4) lösen. Nachdem noch der Kupplungsbowdenzug
ausgehängt wurde (siehe Bild 84), kann der Motor herausgehoben werden.
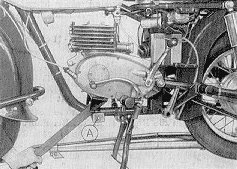
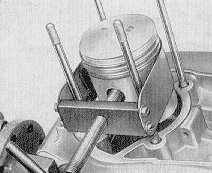
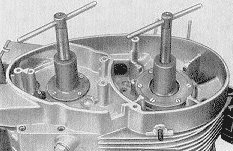
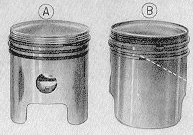
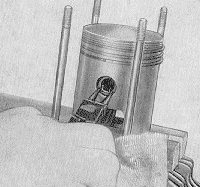
Bild 13
In diesem Demontagezustand können die vorderen Silentblöcke (A) gewechselt werden.
Die hinteren Motorhalteschrauben sind dazu nicht zu lösen.
Beachte: die Warzen an den Silentblöcken müssen in die Ausschnitte im Motorhalteblech einrasten. Andernfalls
steht die Motorhalterung unter unzulässiger Vorspannung.
3.2 Motor zerlegen
nächster Punkt ; Index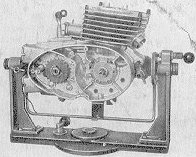
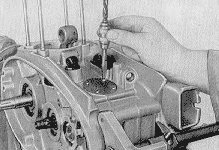
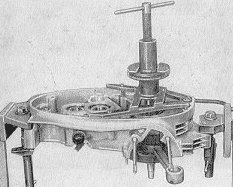
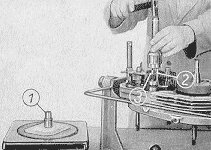
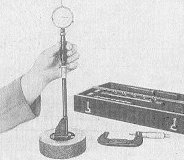
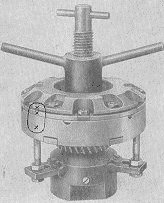
Bild 14
Motor in der Montagevorrichtung 05-MV 197-0 fertig zum Zerlegen. Die vordere Gehäuseschraube M10x75 ist vorher zu entfernen.
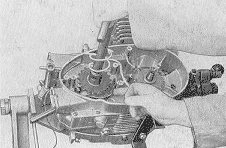
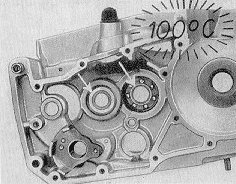
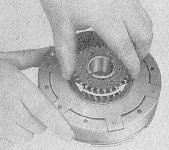
Bild 15
Mutter (SW 24) am Getriebekettenrad lösen, dabei den Gegenhalter 05-MW 45-3 einsetzen.
Bild 16
Getriebekettenrad mit Vorrichtung 05-MV 45-3 abzeihen. Dieser Abzieher ist auch zum Abnehmen des 68zähnigen Antriebsrades vorgesehen.